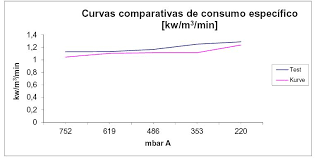
Any manufacturer vacuum pump equipment’s (NASH, SIEMENS, CUTES, SAFEM, ARMSTRONG, etc.) can be protected with this type of coatings against corrosion/erosion, improving the specific consumption (lower kW/m3/min) by the least internal friction and reducing the maintenance and service costs.
One of the most reliable and profitable solution in liquid ring vacuum pump service, is to use high-technology composites.
The preparation of the surface to be coated, according manufacturer standards, guarantees us a high reliability and durability. The right roughness level and a proper cleaning of the surface to leave it chlorides and pollutants free are the key for the good adherence of the ceramic compound to the surface.


The most used in our pumps, both on service and new equipment’s, is the ARC S2.



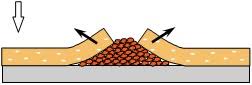
The coatings in the vacuum pumps used by OKOBIO are always 100% solids. This characteristic eliminates the possibility of generating a corrosion point in the coated surface. When this happens, the increase in the volume generated by the rust increased the pressure under the coating until it breaks off, beginning in this moment a continued deterioration of the surface.

The use of closed liquid ring vacuum circuits in pulp and paper industry and extremely acid waters, in the mining industry, generate much more corrosion/erosion damaging the equipment’s prematurely.
ARC coating application, not only protect us of corrosion and erosion but is the perfect substitute of stainless steel special alloys (duplex steels and superduplex), considerably reducing new equipment’s acquisitions costs.
The use of ARC coatings reduced the energetic consumption to new equipment’s levels, without increasing the energetic cost even we change the liquid ring vacuum pump conditions.
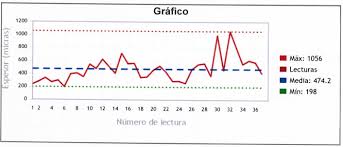
Once the vacuum pump is assembled, is tested in the bench test, keeping our customers informed of the improvements obtained with the report. OKOBIO guarantees no less than 92% performance after used vacuum pump service.